
Unser Unternehmen legt großen Wert auf Investitionen in techno logische Innovation und Produkt suche und Entwicklung
Monte-Bianco
Größen bereich
Monte-Bianco Magnete Größen bereich und Inspektions standard
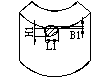
Tabelle 1: Allgemeine Normen für die Prüfung des Erscheinung bildes für Block rohlinge
|
Schematische Darstellung des Block rohlings |
Größen bereich (Einheit: mm) |
|||||
|
|
L: senkrecht zur Press richtung B: Press richtung H: Magneti sierungs richtung |
|||||
|
30 ≤ L≤ 40 |
40 ≤ L≤ 60 |
60 ≤ L≤ 90 |
90 ≤ L≤ 150 |
|||
|
Fehler kategorie |
Schematische Darstellung |
Defekte Grenz bedingungen |
||||
|
Flugzeug lücke |
|
L1 ≤ 1.2 B1≤ 1 H1 ≤ 1 |
L1 ≤ 1.5B1≤ 1.2 H1 ≤ 1 |
L1 ≤ 1,7 B1≤ 1.5 H1 ≤ 1.2 |
L1 ≤ 2 B1≤ 1,6 H1 ≤ 1.5 |
|
|
Verunreinigungen |
|
D1 ≤ 0,3 |
D1 ≤ 0,5 |
D1 ≤ 1 |
D1 ≤ 1.5 |
|
|
Interner Riss |
|
Innere Risse werden als unqualifiziert beurteilt |
||||
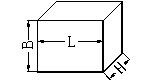
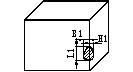
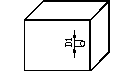
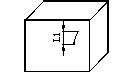
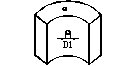
Tabelle 2: Allgemeine Normen für die Prüfung des Erscheinung bildes für Ring rohlinge
|
Schematische Darstellung der Form des Ring rohlings |
Größen bereich (Einheit: mm) |
||||
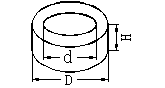 |
D: Außen durchmesser des Rings D: Innen durchmesser des Rings H: Dicke (normaler weise in der Richtung der Magneti sierung) |
||||
|
60 ≤ D≤80 |
80 ≤ D≤100 |
100 ≤ D≤120 |
120 ≤ D≤140 |
||
|
Fehler kategorie |
Schematische Darstellung |
Defekte Grenz bedingungen |
|||
|
Äußerer Bogen fehlende Ecke |
|
L1 ≤ 1.2 B1≤ 1 H1 ≤ 1 |
L1 ≤ 1.5B1≤ 1.2 H1 ≤ 1 |
L1 ≤ 1,7 B1≤ 1.5 H1 ≤ 1 |
L1 ≤ 2 B1≤ 1,6 H1 ≤ 1 |
|
Verunreinigungen |
|
D1 ≤ 0,5 |
D1 ≤ 0,8 |
D1 ≤ 1 |
D1 ≤ 1.5 |
|
Innere Bogen fehlende Ecke |
|
L1 ≤ 1.2 B1≤ 1 H1 ≤ 1 |
L1 ≤ 1.5 B1≤ 1.2 H1 ≤ 1 |
L1 ≤ 1,7 B1≤ 1.5 H1 ≤ 1 |
L1 ≤ 2 B1≤ 1,6 H1 ≤ 1 |
|
Interner Riss |
|
Innere Risse werden als unqualifiziert beurteilt |
|||


Tabelle 3: Allgemeine Normen für die Prüfung des Erscheinung bildes für zylindrische Rohlinge
|
Schematische Darstellung der zylindrischen Rohling form |
Größen bereich (Einheit: mm) |
||||
|
|
D: Außen durchmesser des Zylinders H: Dicke (normaler weise in der Richtung der Magneti sierung) |
||||
|
10 ≤ D≤20 |
20 ≤ D≤40 |
40 ≤ D≤60 |
60 ≤ D≤80 |
||
|
Fehler kategorie |
Schematische Darstellung |
Defekte Grenz bedingungen |
|||
|
Fehlende Ecke |
|
L1 ≤ 1 B1≤ 1 H1 ≤ 0,8 |
L1 ≤ 1.2B1≤ 1.2 H1 ≤ 1 |
L1 ≤ 1.5 B1≤ 1.2 H1 ≤ 1 |
L1 ≤ 1.8 B1≤ 1.5 H1 ≤ 1 |
|
Verunreinigungen |
|
D1 ≤ 0,3 |
D1 ≤ 0,5 |
D1 ≤ 0,8 |
D1 ≤ 1.2 |
|
Interner Riss |
|
Innere Risse werden als unqualifiziert beurteilt |
|||
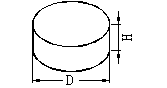
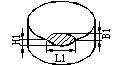
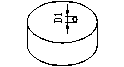
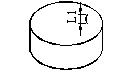
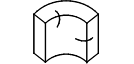
Tabelle 4: Allgemeine Normen für die Prüfung des Aussehens von Fliesen rohlingen
|
Schematische Darstellung des Aussehens des Fliesen rohlings |
Größen bereich (Einheit: mm) |
||||
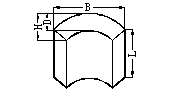 |
L: Länge B: Breite D: Dicke H: Bogen höhe (D und H sind im Allgemeinen die Magneti sierungs richtung) |
||||
|
20 ≤ L≤40 20 ≤ B≤40 20 ≤H≤40 |
40 ≤ L≤60 20 ≤ B≤40 20 ≤H≤40 |
60 ≤ L≤80 30 ≤ B≤50 30 ≤H≤50 |
60 ≤ L≤80 40 ≤ B≤60 30 ≤H≤50 |
||
|
Fehler kategorie |
Schematische Darstellung |
Defekte Grenz bedingungen |
|||
|
Fehlende Ecke |
|
L1 ≤ 1 B1≤ 1 H1 ≤ 1 |
L1 ≤ 1.2 B1 ≤ 1 H1 ≤ 1 |
L1 ≤ 1.5 B1≤ 1.2 H1 ≤ 1 |
L1 ≤ 1.5 B1≤ 1.2 H1 ≤ 1.2 |
|
Verunreinigungen |
|
D1 ≤ 0,3 |
D1 ≤ 0,5 |
D1 ≤ 0,8 |
D1 ≤ 1.2 |
|
Interner Riss |
|
Innere Risse werden als unqualifiziert beurteilt |
|||

Anmerkungen:
1. Das oben genannte ist der allgemeine Qualifikation urteil des Unternehmens für grobe Produkte. Wenn dieser Standard die Kunden anforderungen nicht erfüllen kann, wird er gemäß den Kunden standards implementiert (wenn Kunden besondere Anforderungen haben, werden sie durch Verhandlungen zwischen den beiden Parteien gelöst).
2. Der Name des herkömmlichen Erscheinung fehlers bezieht sich auf "fehlende Ecken". Wenn es schwierig ist, durch Sichtprüfung zu beurteilen, kann es mit Bremssattel oder Projektion gemessen werden, um die Beurteilung in mm zu quantifizieren, oder es kann anhand des fehlenden Eck volumens/des entsprechenden Spezifikation volumens mm3 < 2% beurteilt werden. Nach vollständiger Kommunikation mit dem Kunden, wenn die fehlende Ecke den magnetischen Fluss nicht beeinflusst, kann der magnetische Fluss für die endgültige Beurteilung verwendet werden;
3. Zusätzlich zu den oben genannten 4 gemeinsamen Spezifikationen, wie Trapez (umgewandelt durch Quadrat), speziell geformte Produkte usw., beurteilen Sie nach den engen Spezifikationen;
NdFeB-Beschichtung sanford erung
| Art der Beschichtung | Art der CoatingThi ckness (jum) | Neutraler Salz sprühtest (h) | Temperatur & Feuchtigkeit Test (h) |
PCT/HAST(h) | Betrieb Temperatur (°C) |
|
| Zn (bläulich weiß) | 4 ~ 15 | ≤ 24 | / | / | ≤ 160 | |
| Zn (gefärbt) | 4 ~ 15 | ≤ 48 | / | / | ≤ 160 | |
| Ni (Fass beschichtung) | 5 ~ 20 | ≤ 48 | ≤ 168 | ≤ 48 | ≤ 200 | |
| Ni(Rack Plating) | 5 ~ 20 | ≤ 16 | ≤ 168 | ≤ 48 | ≤ 200 | |
| NiCuNi (Fass beschichtung) | 5 ~ 20 | ≤ 48 | ≤ 168 | ≤ 48 | ≤ 200 | |
| NiCuNi (Ablage) | 5 ~ 20 | ≤ 16 | ≤ 168 | ≤ 48 | ≤ 200 | |
| Epoxid | 5 ~ 20 | ≤ 72 | ≤ 72 | ≤ 48 | ≤ 160 | |
| Ni Epoxy | 10 ~ 30 | ≤ 500 | ≤ 500 | ≤ 200 | ≤ 160 | |
| NiCu EpOXy | 10 ~ 30 | ≤ 500 | ≤ 500 | ≤ 200 | ≤ 160 | |
| Kein Sn | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 200 | |
| Ni Alter | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 160 | |
| N AU | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 200 | |
| NiCuNi Sn | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 200 | |
| AP.Ni | 3 ~ 20 | ≤ 72 | ≤ 168 | ≤ 48 | ≤ 160 | |
| AP.Ni | 3 ~ 20 | ≤ 24 | ≤ 168 | ≤ 48 | ≤ 160 | |
| PVD.AI | 2 ~ 15 | ≤ 24 | ≤ 168 | ≤ 24 | ≤ 400 | |
| Die spezifische Korrosions beständigkeit verschiedener Produkte hängt von den Produkts pezifi kationen ab. Im Allgemeinen werden Temperatur-und Feuchtigkeit stest und PCT/HAST-Tests nicht durchgeführt | ||||||
Smco-Beschichtung sanford erung
| Art der Beschichtung | Art der CoatingThi ckness (jum) | Neutraler Salz sprühtest (h) | Temperatur & Feuchtigkeit Test (h) |
PCT/HAST(h) | Betrieb Temperatur (°C) |
|
| Zn (bläulich weiß) | 4 ~ 15 | ≤ 24 | / | / | ≤ 160 | |
| Zn (gefärbt) | 4 ~ 15 | ≤ 48 | / | / | ≤ 160 | |
| Ni (Fass beschichtung) | 5 ~ 20 | ≤ 48 | ≤ 168 | ≤ 48 | ≤ 200 | |
| Ni(Rack Plating) | 5 ~ 20 | ≤ 16 | ≤ 168 | ≤ 48 | ≤ 200 | |
| NiCuNi (Fass beschichtung) | 5 ~ 20 | ≤ 48 | ≤ 168 | ≤ 48 | ≤ 200 | |
| NiCuNi (Ablage) | 5 ~ 20 | ≤ 16 | ≤ 168 | ≤ 48 | ≤ 200 | |
| Epoxid | 5 ~ 20 | ≤ 72 | ≤ 72 | ≤ 48 | ≤ 160 | |
| Ni Epoxy | 10 ~ 30 | ≤ 500 | ≤ 500 | ≤ 200 | ≤ 160 | |
| NiCu EpOXy | 10 ~ 30 | ≤ 500 | ≤ 500 | ≤ 200 | ≤ 160 | |
| Kein Sn | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 200 | |
| Ni Alter | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 160 | |
| N AU | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 200 | |
| NiCuNi Sn | 5 ~ 20 | ≤ 72 | ≤ 168 | ≤ 96 | ≤ 200 | |
| AP.Ni | 3 ~ 20 | ≤ 72 | ≤ 168 | ≤ 48 | ≤ 160 | |
| AP.Ni | 3 ~ 20 | ≤ 24 | ≤ 168 | ≤ 48 | ≤ 160 | |
| PVD.AI | 2 ~ 15 | ≤ 24 | ≤ 168 | ≤ 24 | ≤ 400 | |
| Die spezifische Korrosions beständigkeit verschiedener Produkte hängt von den Produkts pezifi kationen ab. Im Allgemeinen werden Temperatur-und Feuchtigkeit stest und PCT/HAST-Tests nicht durchgeführt | ||||||

Fügen Sie hinzu:
Nr. 7, 8. Xingye-Straße, Chencun-Industrie gebiet, Shunde, Stadt Foshan, Provinz Guangdong, China
Urheberrecht©2024 Guangdong benlang Neue Materialien Co., LtdSEOAngetrieben von:300.cn Geschäfts lizenz